

Your custom blend is a precise science. Using a generic, inconsistent preservative can ruin your entire formula, wasting months of R&D time and valuable materials.
Yes, absolutely. Suppliers provide specific physical forms (powder, granular) of high-purity, food-grade Potassium Sorbate. We support formulators with batch-to-batch consistency, detailed technical data, and flexible order sizes to ensure successful and repeatable product development.
For a formulator, Potassium Sorbate is not just a commodity; it is a functional ingredient with specific properties that must be perfect every time. A formulator's success depends on the details. As their partner, my success depends on getting those details exactly right.
What Grades of Potassium Sorbate Are Used for Blending?
Your formulation is highly sensitive. You worry that a generic "food grade" is not good enough and that variations will affect your final product's quality.
Formulators almost exclusively use high-purity, food-grade Potassium Sorbate that meets the FCC standard (or E202). There is not a special 'blending grade'; rather, the key is sourcing a consistently high-quality grade to ensure predictable performance in the blend.

Formulators always start with the Food Chemicals Codex (FCC)1 standard as a non-negotiable baseline. However, there is no special "blending grade." The real key for formulation is not just meeting the standard, but consistency. A professional formulator needs a product that is always at the high end of the purity range (e.g., above 99.5%) with minimal batch-to-batch variation. This ensures predictable performance in every blend.
Comparing Grades for Formulation:
| Characteristic | Standard FCC Grade | High-Quality, Consistent FCC Grade (for Formulation) |
|---|---|---|
| Purity (Assay) | Meets the minimum 99.0% - 101.0% range. | Consistently high, e.g., always 99.5% - 100.5%. |
| Consistency | Can vary from batch to batch within the range. | Extremely low batch-to-batch variation. |
| Trace Impurities | Meets legal limits. | Kept at the absolute minimum. |
How Do Formulators Specify Potassium Sorbate Requirements?
You are developing a new dry soup mix, and you need a preservative that will not separate or create dust. How do you communicate this specific need to your supplier?
Formulators specify requirements beyond just chemical purity. They detail the required physical form (powder, granular), particle size distribution for blending homogeneity, and flowability. These specifications are communicated through a detailed purchase specification sheet and the supplier's Technical Data Sheet (TDS).

For a formulator, physical properties are as important as chemical ones. They specify the physical form2: a fine powder for quick dissolving or dry mixes, or a granular/spherical form for its dust-free properties in direct-to-liquid applications. For dry blends, they will often specify the particle size distribution3 to ensure the blend remains homogeneous and does not separate during transport.
Key Specifications for Formulators:
| Specification | Why It Matters in Formulation |
|---|---|
| Physical Form | Determines dustiness and suitability for the process. |
| Particle Size | Crucial for preventing segregation in dry blends. |
| Purity (Assay) | Determines the preservative's potency and dosage. |
| Bulk Density | Affects packaging volume and dosing by volume. |
What Consistency Matters in Formulation Potassium Sorbate?
Your first production run was perfect. But the second run, using a new batch of preservative, has a different texture and taste. This inconsistency is a formulator's worst nightmare.
For formulators, absolute batch-to-batch consistency is the single most important factor. This includes both chemical consistency (purity) and, crucially, physical consistency (particle size, density). Any variation can ruin the carefully balanced final product.

Absolute batch-to-batch consistency is the most important factor for any formulator. This means chemical consistency—the same high purity every time for a predictable preservative effect. It also means physical consistency. Unwanted changes in particle size can ruin the texture of a dry blend, and variations in bulk density can lead to inaccurate dosing in automated factories. A professional supplier must guarantee both.
Impact of Inconsistency on Formulation:
| Inconsistent Parameter | Impact on Dry Blends | Impact on Liquid Formulations |
|---|---|---|
| Purity / Assay | Inconsistent preservative effect. | Inconsistent preservative effect, potential pH shift. |
| Particle Size | Blend segregation, inconsistent texture. | Changes in dissolution speed, potential for cloudiness. |
| Bulk Density | Inaccurate dosing when measuring by volume. | Inaccurate dosing when measuring by volume. |
How Can Suppliers Support Custom Potassium Sorbate Needs?
Your R&D team has a very specific need, perhaps a non-standard particle size, but you feel like most suppliers only offer a generic, one-size-fits-all product.
A flexible supplier supports custom needs by acting as a sourcing partner. We can leverage our network of factory relationships to find specific particle sizes, provide detailed technical data beyond the standard COA, and offer the flexibility needed to support R&D projects.

A good supplier is a solution provider. I support custom needs by acting as a sourcing partner. If you need a specific particle size, I use my network of factory relationships to find the right producer for you. I can also provide deeper technical data for complex projects and offer the flexibility your R&D team needs, such as providing multiple samples for testing. This is the value of a true partnership.
Supplier Support for Custom Needs:
| Service Provided by Supplier | Benefit for the Formulator |
|---|---|
| Sourcing Specific Grades | Gets the exact physical properties needed for an optimal blend. |
| Deeper Technical Data | Provides the necessary information for complex formulations. |
| Multiple Samples | Allows for fast and efficient side-by-side comparison and testing. |
| R&D Project Support | Supplier acts as a partner in the innovation process. |
What Order Sizes Fit Formulation-Based Potassium Sorbate Buyers?
Your project is just starting. You do not need a 20-ton container of Potassium Sorbate; you need a 1 kg sample. How can you get the small quantities you need for R&D?
Formulation buyers require a flexible supplier who can support the entire product development lifecycle. This starts with small R&D samples (100g - 1kg), moves to pilot-scale trial orders (250 - 1,000kg), and finally scales up to full production volumes.
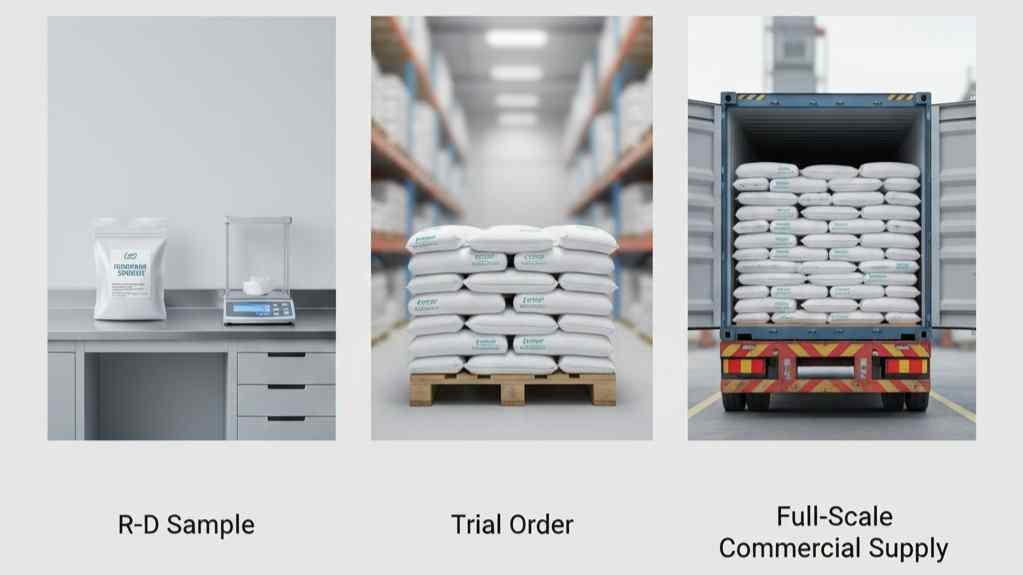
A professional supplier must support the entire development process. The R&D phase4 starts with small samples (100g - 1kg) shipped fast with a full COA. The pilot phase requires a trial order of 250kg to 1,000kg for factory-scale testing. Finally, we scale up to full production5 volumes. The key is to ensure the quality is identical at every stage, from the first gram to the last ton.
Order Size for Each Development Phase:
| Development Phase | Typical Order Size | Primary Purpose of the Order |
|---|---|---|
| R&D / Lab Scale | 100g - 1kg | Initial formulation, testing, and feasibility. |
| Pilot Scale | 250kg - 1,000kg | Testing the formula on full-scale factory equipment. |
| Full Production | 1,000kg+ | Ongoing commercial manufacturing. |
Conclusion
Yes, Potassium Sorbate can be expertly supplied for formulation. This requires a partnership with a supplier who provides consistent grades, deep technical support, and flexible quantities for R&D.
-
Understanding the FCC is crucial for formulators to ensure product quality and compliance with industry standards. ↩
-
Understanding the significance of physical form can enhance your formulation strategies and product effectiveness. ↩
-
Exploring this topic will provide insights into maintaining blend homogeneity and improving transport efficiency. ↩
-
Understanding the R&D phase is crucial for grasping how products evolve from concept to market. ↩
-
Exploring full production insights can enhance your knowledge of scaling operations effectively. ↩
